


更新时间:2024-12-31 05:24:42 浏览次数:2 公司名称:聊城 航萧管件有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |



航萧管件
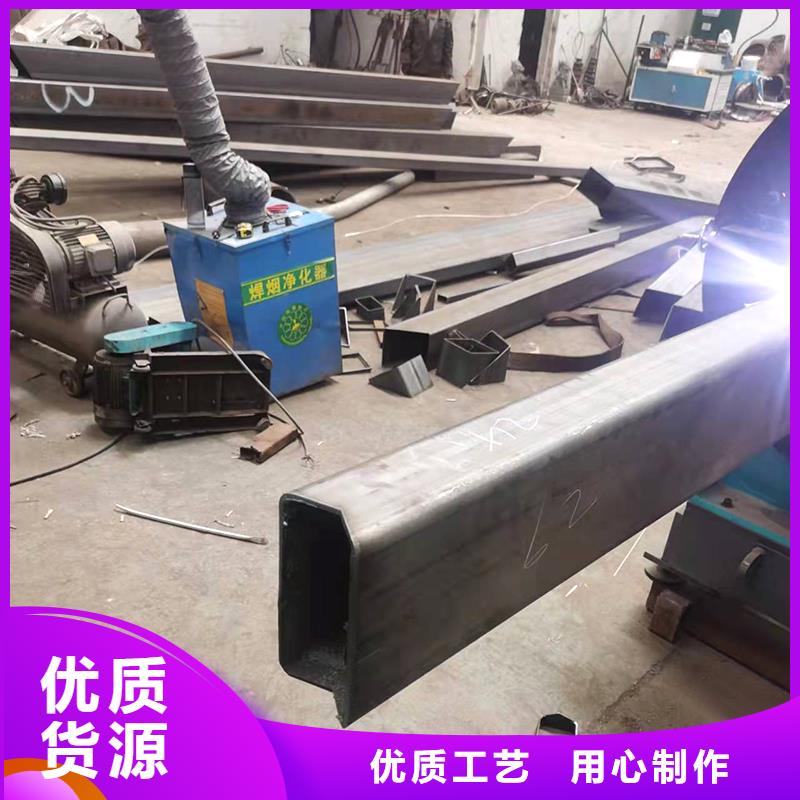
 弯管加工溫度及弯折度控制措施。在我们的日常生活中,各种弯头商品五花八门,另外有关弯管加工技术性和水准也愈来愈,让我们的生活起居产生了十分多的便捷。但是商品在生产加工的全过程中也会出現一些小问题,例如在生产加工的全过程中出現了微裂痕,造成成形的商品出現缺点等,危害市场销售。
充分考虑这一缘故,我们在开展弯管加工的全过程中,不但要选用的技术性加工工艺开展解决,另外还必须采用适度的对策加以控制。例如在商品生产加工的全过程中,假如溫度超出一定范畴得话,那麼商品的表层会出現一定水平的形变,那样商品的表层会出現许多 的细裂痕。因此在生产过程中必须有效操纵其的溫度状况。
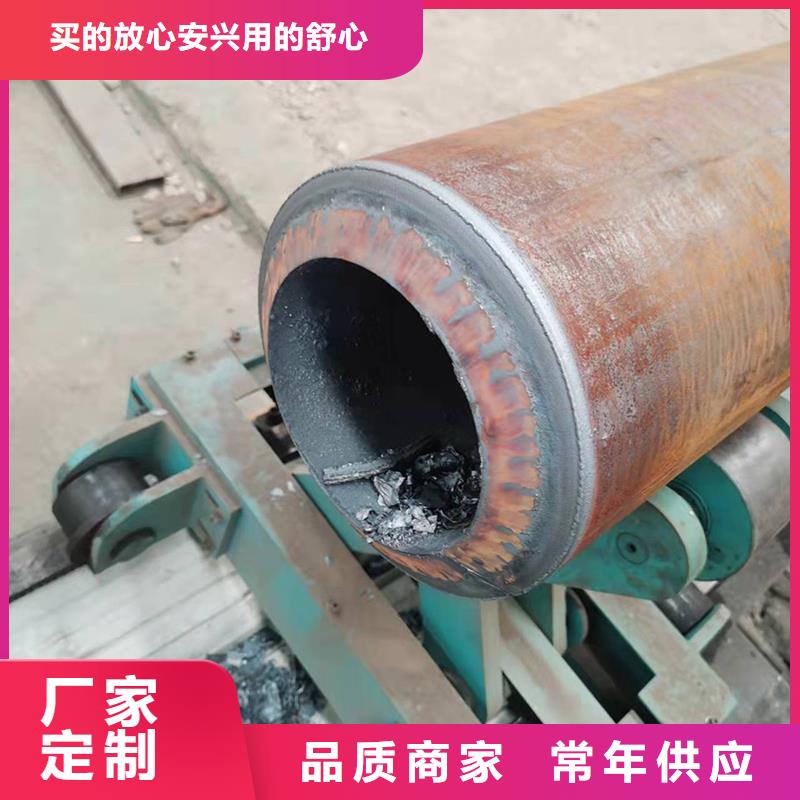
自然,往往会出現那样的难题,一方面是因为溫度不科学,另一方面的缘故是常用材料品质不合格。因此在弯管加工期内将会会出現因髙速形变会造成生产加工的机器设备出現毁坏的状况。那麼,这种裂痕是怎样产生的呢?实际上,这种裂痕的出現必须一定的标准。
弯管加工溫度及弯折度控制措施
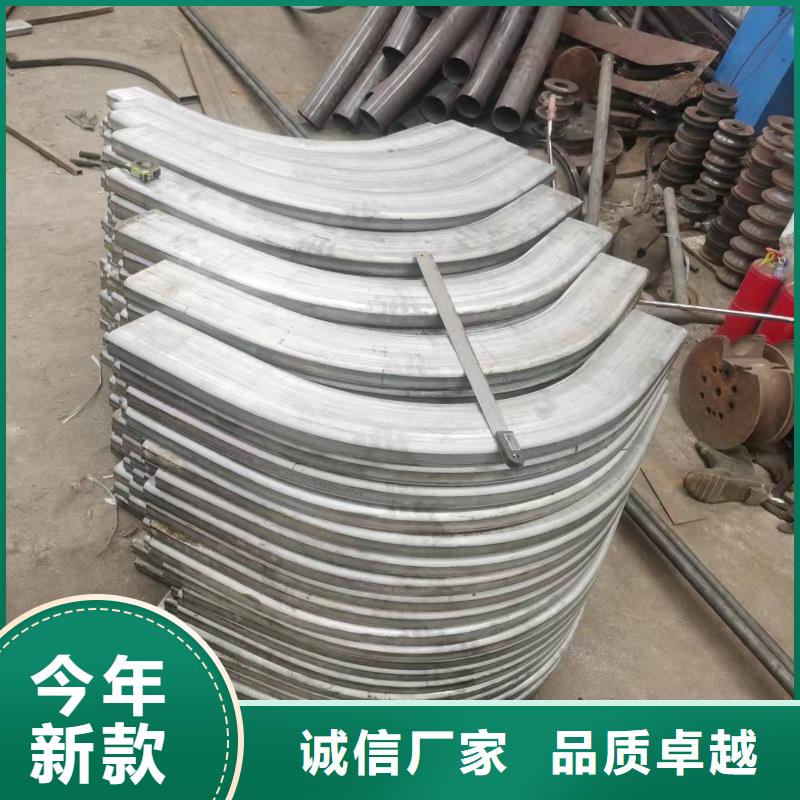
联系实际的生产加工状况来剖析,实际上在弯管加工全过程中,在其中裂痕的长短能够做到纵轴垂直平分晶界,也是说垂直平分拉申管夹,在开展调质处理之后,商品必须开展弯折,商品表层的微裂痕会变为晶拽,一般科学研究弯管加工机器设备的结构力学和微裂痕的状况,商品的抗压强度在房间内的溫度下是不容易遭受危害的。
此外,有关弯头的弯折度操纵也是十分关键的要素。实际上,针对弯管加工商品来讲,不一样的半经及其视角的不一样商品的弯折方位也会出現更改,那样的商品也变成工程项目管路中不能缺乏的一部分,如果商品的厚度出現了转变及其弯折的物理性能出現转变到会危害到商品的品质,商品在开展生产加工的情况下其技术性是十分关键的。
弯管加工溫度及弯折度控制措施。在我们的日常生活中,各种弯头商品五花八门,另外有关弯管加工技术性和水准也愈来愈,让我们的生活起居产生了十分多的便捷。但是商品在生产加工的全过程中也会出現一些小问题,例如在生产加工的全过程中出現了微裂痕,造成成形的商品出現缺点等,危害市场销售。
充分考虑这一缘故,我们在开展弯管加工的全过程中,不但要选用的技术性加工工艺开展解决,另外还必须采用适度的对策加以控制。例如在商品生产加工的全过程中,假如溫度超出一定范畴得话,那麼商品的表层会出現一定水平的形变,那样商品的表层会出現许多 的细裂痕。因此在生产过程中必须有效操纵其的溫度状况。
自然,往往会出現那样的难题,一方面是因为溫度不科学,另一方面的缘故是常用材料品质不合格。因此在弯管加工期内将会会出現因髙速形变会造成生产加工的机器设备出現毁坏的状况。那麼,这种裂痕是怎样产生的呢?实际上,这种裂痕的出現必须一定的标准。
弯管加工溫度及弯折度控制措施
联系实际的生产加工状况来剖析,实际上在弯管加工全过程中,在其中裂痕的长短能够做到纵轴垂直平分晶界,也是说垂直平分拉申管夹,在开展调质处理之后,商品必须开展弯折,商品表层的微裂痕会变为晶拽,一般科学研究弯管加工机器设备的结构力学和微裂痕的状况,商品的抗压强度在房间内的溫度下是不容易遭受危害的。
此外,有关弯头的弯折度操纵也是十分关键的要素。实际上,针对弯管加工商品来讲,不一样的半经及其视角的不一样商品的弯折方位也会出現更改,那样的商品也变成工程项目管路中不能缺乏的一部分,如果商品的厚度出現了转变及其弯折的物理性能出現转变到会危害到商品的品质,商品在开展生产加工的情况下其技术性是十分关键的。
 锦州H型钢拉弯大品牌
型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数;
2.准确预测拉弯零件的回弹量。
实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。
锦州H型钢拉弯大品牌
型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数;
2.准确预测拉弯零件的回弹量。
实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。

